客户经常向我们询问适合用于填充木材裂缝和纹孔的树脂品类,理想选择项依然是耐黄变、高透明、低放热并自消泡能力良好的浇注型环氧树脂。
避免打广告的嫌疑,这里就不明确说明下面演示用的树脂牌号了。
如果使用得当,这种高性能环氧浇注树脂会产生坚固、透明的铸件,下面我们将使用具有巨大空隙的大型原木来展示如何实现高透明、无气泡铸造环氧树脂效果的最佳实践。
堵住裂缝
第一步是堵住裂缝和空隙,可以用多层胶带以包裹原木空腔中要灌注的环氧树脂胶。请花点时间确保空腔密封良好,从经验来看当您四处奔波试图密封现在涂有湿环氧树脂的区域时及看到环氧树脂滴在地板上真的是很郁闷。

涂覆铸件表面
未密封的缝隙可能会沿木材边缘捕获气泡。木材在变暖时也会“脱气”或释放气体,从而产生被困在环氧树脂中的气泡。为了防止这种情况,在木材表面先刷一层或两层环氧树脂薄层。在此密封涂层至少固化约 6 小时,或直至凝胶化。不要涂上比您计划浇铸得更高的环氧涂层,除非您不介意在涂层和浇铸之间打磨密封涂层。

防止不受控制的放热
当环氧树脂固化时,它会因放热化学反应而产生热量。大量未固化的环氧树脂会很快失控、冒烟、起泡并破坏您的项目。即使它没有完全失控,过多的热量也会使环氧树脂变色。
为了减少环氧树脂产生的热量,计划在每次倾倒时以大约10mm的深度倾倒多层薄薄的环氧树脂,并在两次倾倒之间留出足够的时间来设置环氧树脂。对于较窄的裂缝(10mm宽或更小),您可以每次倾倒环氧树脂至20mm深,因为这种少量的环氧树脂不会过热。具体单次树脂可浇注厚度,请根据所选用的环氧树脂类型来确定。
在决定倾倒深度时,请考虑工作区域的温度。在较高的环境温度下,环氧树脂会更快地固化并产生更多的热量。限制每次倾倒的深度,尤其是在温暖的条件下工作时。
浇注前,确保木头水平,以便环氧树脂浇注深度均匀,并且不会在一侧积聚产生热量的环氧树脂块。
最小化气泡
为了尽量减少混合环氧树脂和固化剂时引入的气泡,请将搅拌棒紧贴搅拌锅底部。彻底混合一分钟,但不要在刮锅底和锅边时提起搅拌棒。要在混合后去除任何气泡,将环氧树脂倒入滚轮盘的斜面上,并在环氧树脂流到锅底时迅速将丙烷火炬火焰穿过环氧树脂。将锅角的无气泡环氧树脂倒入准备好的裂缝或空隙中。要将环氧树脂引导到腔体底部,请沿搅拌棒倒入。

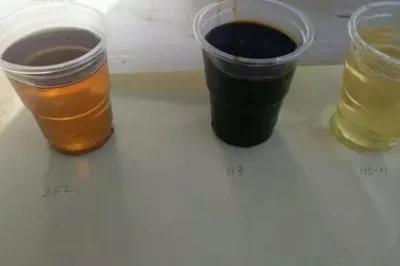
彩色铸件
环氧树脂可以用颜料或染料着色。在 2% 重量的负载量下,大多数染料、着色剂和液体颜料对我们固化环氧树脂系统的粘合强度或硬度几乎没有影响或没有影响。
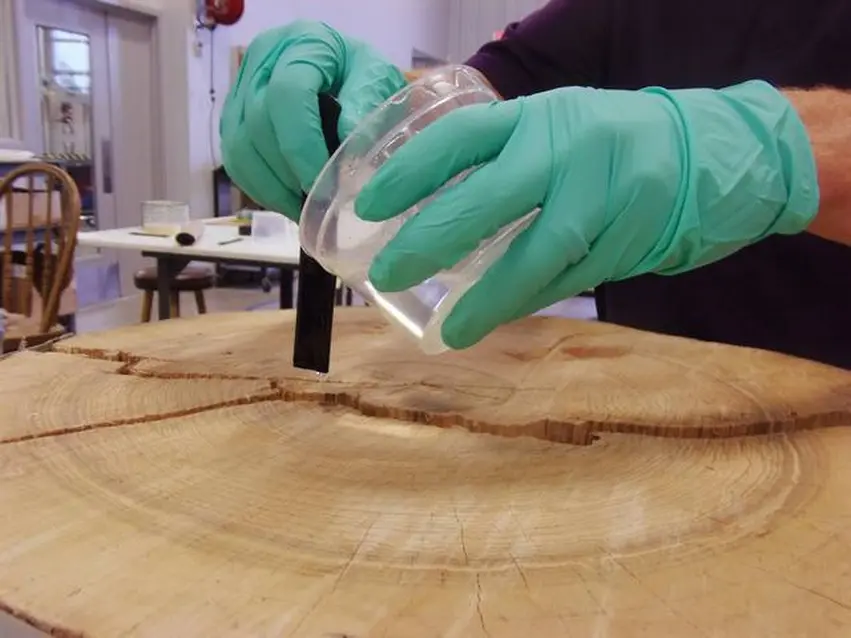
控制浇注深度
通过查看70mm的空腔,很难判断10mm的深度。为防止倒得太深,可在10mm处标记搅拌棒,并用它来测量每次倒出的量。让环氧树脂顺着搅拌棒流下,将材料引导到空腔中。
固化前去除浇注环氧树脂中的气泡
手持式丙烷炬可用于破坏环氧树脂的表面张力并帮助去除气泡。首先,给浇注的环氧树脂几分钟使其自流平。气泡应该上升到表面。然后在该区域上快速移动热源以避免环氧树脂过热,您不希望热源制造环氧树脂凝胶或烟雾。



减少打磨的需要
为避免在倾倒之间打磨,请在前一次倾倒后 3 到 12 小时进行下一次倾倒(21°C-24°C 的温度下工作时)。根据固化剂容器上的固化时间/温度指南调整这些时间。
最终精整无气泡铸造
为获得最佳清晰度,在打磨前让最终的环氧树脂浇注固化 24 小时。环氧树脂应打磨灰尘。环氧树脂与许多清漆和聚氨酯相容。如果您的铸造项目将暴露在阳光下,您将需要添加优质清漆或 2 部分聚氨酯面漆的紫外线防护。

经过几天的多次倾倒,最终用透明环氧树脂填充了原木中20mm深裂缝的工作结束。通过适当的技术,环氧树脂和特殊透明固化剂是透明环氧树脂浇注工艺品的绝佳选择。