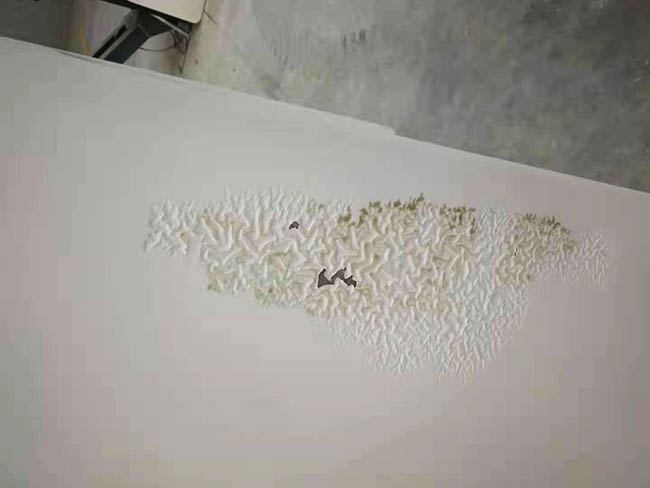
从事玻璃钢行业难免会遇到胶衣起皱的问题,如何处理呢?
对于胶衣起皱修复,其实较为简单,但是很难保持修补后与周围颜色完全一致。只是最大程度上,避免视觉的不适感。
最简的方法,你可以使用原胶衣,加入适量白炭黑防止流挂性,在打磨起皱位置后,进行局部刮涂填充,固化后再次打磨并抛光就可以。最好使用同颜色的气干型胶修补,固化后不会发黏,容易打磨;临时添加蜡液也是可以,但是会降低附着力,并且色差会更大些。
这就是常见修补方法,也没有什么神奇的办法。至于用什么工具打磨,使用简单的角磨机都是可以的。

从事玻璃钢行业难免会遇到胶衣起皱的问题,如何处理呢?
对于胶衣起皱修复,其实较为简单,但是很难保持修补后与周围颜色完全一致。只是最大程度上,避免视觉的不适感。
最简的方法,你可以使用原胶衣,加入适量白炭黑防止流挂性,在打磨起皱位置后,进行局部刮涂填充,固化后再次打磨并抛光就可以。最好使用同颜色的气干型胶修补,固化后不会发黏,容易打磨;临时添加蜡液也是可以,但是会降低附着力,并且色差会更大些。
这就是常见修补方法,也没有什么神奇的办法。至于用什么工具打磨,使用简单的角磨机都是可以的。