
碳纤维复合材料:性能、制造方法和利弊
碳纤维复合材料具有许多独特的特性,包括极高的强度、重量轻、原创和享有盛誉的设计。然而,这种材料有很多秘密——早在 40 年前,它就只被军事研究中心和宇航局使用。


碳纤维复合材料的历史
碳纤维的起源可以追溯到 1963 年,当时碳纤维技术成本极高,仅用于军用航空和航天器的建造。碳纤维的轻质元素逐渐取代了重金属部件,从而实现了更快的加速和更高的速度。
70 年代末,一级方程式车队对碳纤维复合材料极为感兴趣。这种材料首先由迈凯轮使用,他于 1981 年制造了 MP4/1——由碳制成的先驱一级方程式赛车(总重量为 585 公斤/1289 磅)。如今,每辆一级方程式赛车都是由碳纤维制成的。
迈凯轮还是使用碳纤维制造用于公共道路的汽车的先驱。1994 年,迈凯轮推出了一款以一级方程式赛车命名的赛车——迈凯轮 F1(不要与一级方程式赛车混淆)。这辆车的车身重约 100 公斤/220 磅。它是 2005 年之前最快的汽车。
随后,迈凯轮 F1 创下的纪录(388.5 公里/241 英里/小时)被另一辆由碳纤维复合材料制成的汽车——即科尼赛克 CCR 打破。最终,CCXR 模型达到了 395 kph/245 mph。
逐渐地,碳对于不同复合材料的制造商来说变得负担得起。随着时间的推移,碳纤维在赛车和摩托车车身、自行车车架、滑雪板、网球拍、钓鱼竿、游艇桅杆、碳纤维板等的生产中无处不在。
碳纤维复合材料的结构是什么?
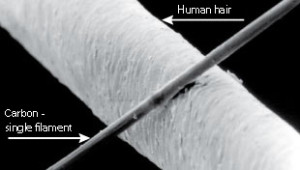
碳纤维一词最常与由编织纤维制成的纺织品有关。每根纤维包含从 3000 根(3k 织物)到 12000 根细丝(12k 织物)。碳纤维单丝的粗细为人发的1/10(0.005-0.010mm)。
碳纤维织物的种类
碳纤维织物具有不同的编织方式,这些编织方式决定了产品的外观和强度以及制造过程。

单向图案 i 织物沿长丝具有非常好的强度,而横向强度降低。当部分沿一个平面(沿长丝)受到压力时,这些织物提供了完美的解决方案。为了在任何平面中保持高抗拉强度,需要由几种不同角度(例如 0、+45、+90、-45)的织物组成的结构——准各向同性碳纤维复合材料。单向图案织物不提供吸引人的外观,因此最常用于复合材料的底面层。
斜纹– 以 90 度角编织的细丝。这种图案在不同方向上提供了均匀的强度,并为复合材料增添了迷人的外观。
平纹 1/1 – 由 1/1 织物制成的产品与由 2/2 织物制成的产品相比,具有不同图案的碳丝。由于拉伸性差,素色织物用于素色形状。
未浸渍的碳纤维织物与塑料板一样柔韧。它需要树脂浸渍(最好用环氧树脂)才能从碳纤维中制造出坚固的复合材料。通常碳纤维元件的制造过程包括对放置在模具内的织物进行树脂浸渍(手动,真空袋或灌注)。假设复合材料中包含的碳纤维越多,随后的强度就越高。例如,重量为 500 克的碳复合材料部分,其中 60% 的重量(300 克)由织物和 40%(200 克)的树脂组成,与重量为 500 克、重量的 40%(200 克)的碳复合材料相比,将表现出更高的强度。是织物,60% (300 g) 是树脂。
预浸料是“顶级”织物,在制造过程中经过树脂浸渍,以及具有缓慢粘合特性的硬化剂。预浸料存放在冰箱中以防止硬化。预浸料的一个优点是织物重量(增强)和树脂的精确定义和非常有益的比例。缺点是材料的价格和制造过程的高成本。
碳纤维复合材料的特性
碳纤维复合材料具有独特的性能,使这种材料从其他结构材料中脱颖而出。您将在下面找到碳纤维复合材料的主要性能摘要:
低密度和低质量
碳纤维复合材料具有低密度和低质量。碳纤维复合材料的密度为 1.55 g/cm 3(环氧树脂 30%,碳纤维 70%),在铝的情况下为 2.7g/cm 3 ,钛为4.5 g/cm 3或 7.9 g/cm 3为钢。

例如,让我们考虑一个 1 厘米(10 毫米)厚的 1×1 米表。
该片材将具有以下质量,具体取决于材料:
- 碳纤维复合材料的情况下为 15.5 kg
- 铝 27 公斤
- 45公斤钛
- 钢 79 公斤
换句话说,碳纤维复合材料将比铝材料轻 42%,比钛材料轻 3 倍,比钢材料轻 5 倍。
高刚度
碳纤维复合材料具有高刚性。使用标准织物和 0/90 编织的预浸技术制造的碳纤维复合材料提供 90.5 GPa(杨氏模量)的刚度,而铝提供 69 GPa。更重要的是,碳纤维复合材料比相同厚度的铝材料轻 42%。上述计算是指相同厚度的组件。
当重量是重中之重,并且设计工程师不得超过 1 公斤的重量限制时,由标准织物(斜纹布)制成的碳纤维复合材料将提供比铝和钢高 2 倍的刚度,并且几乎是 4-5 倍,以防万一单向织物。
这要归功于碳纤维复合材料的高刚度和较低的密度。因此,在相同重量的情况下,设计的产品壁可能会更厚。例如,对于 1.5 毫米厚的钢元件,由铝制成的相同部件的厚度为 4 毫米,而由碳纤维制成的部件为 7 毫米。
简而言之,材料厚度增加 x 2 可提供 2 3的刚度- 大约是 8 倍。这为通过使用碳纤维减轻重量提供了许多机会。
几乎没有热膨胀
碳纤维复合材料具有非常低的热膨胀系数(CTE)。
碳纤维在 20 o C时的线性热膨胀系数为2 ( 10−6°C−1 )。20
℃时与其他结构材料的线性热膨胀系数比较如下:
- 8 ( 10−6°C−1 ) 在钛的情况下
- 11 ( 10−6°C−1 ) 在钢的情况下
- 17 ( 10−6°C−1 ) 在不锈钢的情况下
- 23 (10−6°C−1) 在铝的情况下
换句话说,碳纤维复合材料的热膨胀率比钛低 4 倍,比钢低 5.5 倍,比不锈钢低 8.5 倍,比铝低 11.5倍。
与 X 射线的兼容性
碳纤维复合材料广泛用于医疗保健行业,因为它是一种不阻挡 X 射线的射线可透材料,可确保短扫描时间和精确的扫描结果。因此,它用于制造 X 射线系统(扫描仪桌面)。请阅读有关碳纤维和 X 射线的更多信息。
中度耐温
大多数碳纤维复合材料的耐温性为 70-120 o C。为确保长期耐受高达 150-250 o C 的温度,需要一些特殊设计的树脂,并且碳纤维复合材料需要在高温下固化数小时。与耐高温的金属相比,这是碳纤维复合材料的缺点。
在碳纤维复合材料的情况下,需要一些昂贵的材料(例如酚醛预浸料)来提供对高温的耐受性以及复合材料的高温固化。
尽管金属具有高熔点,但实际上假设金属在铝的情况下在约 300 o C、钢的 750 o C 和钛的860 o C 的温度下改变其性质。设计工程师可以获得具有所有必需特性的材料,这些特性使金属具有优势 – 并且在生产过程中不需要任何进一步的处理。
纤维取向——无各向同性材料
与金属不同,碳纤维复合材料是各向异性材料。
因此,诸如刚度之类的复合材料性能取决于纤维取向。在金属的情况下,无论方向如何,性质总是相同的,这些材料被称为各向同性的。这是碳纤维复合材料和金属之间的显着区别。碳纤维复合材料类似于木材,其强度和刚度取决于纹理和环纹。
在碳纤维元件生产时,要决定碳纤维的方向和织物的类型。例如,有单向织物 (UD)、双向织物(例如平纹或斜纹)以及由一些不同取向的 UD 织物制成的织物——例如双轴、三轴。这种生产工艺可以实现最佳复合材料,即确保在高负载的地方有更多的织物,在负载有限的地方减少织物。
此外,除了对织物数量和元件厚度的控制外,该过程还确保了在实践中根据负载控制织物取向。因此,与金属制成的元件相比,您可以显着减轻元件的重量。但是,这需要设计工程师的一些专业知识和经验。
如果对于给定的元素,在任何特定方向上都需要强度,则碳纤维织物应在 0、-45、+45、90 度处均匀定向,以提供类似于金属中的准各向同性布局。
碳纤维复合材料——制造方法
根据生产量、元件设计、尺寸和所需性能以及美学,有几种方法可用于生产碳纤维复合材料。
手动覆膜
这是一种非常简单的碳纤维复合材料生产方法,常用于制造玻璃纤维复合材料。该技术用于简单设计的细节,没有任何特定的美学和结构要求,使用滚筒和刷子手动制作。与这种方法相关的一些缺点包括重复性差、碳复合材料内部的气孔和编织损坏。这种生产方法不需要昂贵的设备,例如高压釜或热压机。
真空装袋
使用真空袋的技术是在手动层压的基础上发展起来的。最初的步骤与手动层压相同,用滚筒或刷子手动施加树脂,然后放置碳纤维织物层。差异与在最后阶段使用真空袋有关。顾名思义,真空袋在模具周围提供密封,以使用真空泵抽取空气。产生的真空确保碳纤维织物附着在表面和模具上的压力。
尽管与固结层压板相关的一些理论优势,但使用真空袋进行生产并不能防止这种方法中非常常见的气孔,因此它偶尔用于生产碳纤维零件和细节。如果不要求高质量,则使用手工生产,而如果优先考虑高质量,则首选树脂灌注、预浸料或热压技术。
树脂灌注
与以前的方法不同,树脂灌注技术涉及放置干织物,例如 5 层 200 克重的织物。这些织物喷有特殊的粘合剂,以确保完美贴合模具和编织。然后放置特殊的网以确保树脂的正确分布。整个用薄膜和丁基胶带密封。从一侧连接真空泵,该真空泵最初使用真空吸入空气,而真空袋确保织物压在模具上。接下来,从另一侧打开树脂槽的供应管道上的阀门。由于真空,树脂通过预先放置的网和管道自动供应,以确保干燥的碳纤维织物的浸渍。
RTM
这种方法用于大批量生产通常最后涂上颜色(不是清漆)的碳纤维复合材料。通常使用钢或铝模具,男性和女性。首先,将干燥的织物放入模具内。然后将模具压在一起,并在模具周围和模具之间提供密封。使用这项技术,树脂注射在高压(10-20 bar)下进行。浸渍和硬化过程需要30-60分钟。高压 RTM 在高达 100-120 巴的压力下进行,整个生产过程仅需 10 分钟。
这种方法的主要优点是表面光滑(两侧)和相对较短的生产周期。而缺点包括用于涂漆的碳纤维复合材料的工艺实施和生产成本高。实际上,这种技术并不能确保碳纤维视觉织物的完美放置,也不能在仅使用透明面漆时突出碳纤维的结构。
这种方法已被道奇公司在 Viper (2005) 的制造过程中用于大批量生产。目前,部分零部件采用这种技术制造,BMW i3 和BMW i8 的车身或BMW M3 和M6 赛车的车顶也是如此。
Light RTM
RTM 和 Light RTM 之间的差异主要与压力有关。在第一种方法的情况下,树脂灌注压力为 20-120 bar,而 Light RTM 仅为 1.2 bar,整个过程使用负压。该工艺可以设计出重量轻的反模,主要是复合模,因此得名“轻”RTM。树脂注入压力约为。1.2 bar,负压为 0.7 bar。
在 1.2 bar 的低负压下在一侧进行树脂注入,在 0.7 bar 的负压下从另一侧进行提取(如树脂注入的情况)。压差导致内部织物浸渍。这种方法很少用于生产碳纤维复合材料,因为与 RTM 相比,它的质量和美观性较差。
预浸料高压釜复合材料
使用高压釜的预浸料法广泛用于生产 F1 赛车、单体、扩散器、前翼以及扰流板的碳复合材料。这项技术确保了碳纤维复合材料的最高质量和美观的外观,但由于使用昂贵的设备 – 高压釜 – 和适度的生产周期(与热压 (HP) 或 RTM 相比),因此成本很高。
高压釜是一种同时产生高压 ~ 8 bar 和高温 ~120-150°C 的设备。这种方法包括使用预浸料,即碳纤维织物,它已经用树脂进行了预浸渍。因此,材料——树脂预浸渍碳纤维织物——以 30-50 米的卷筒形式供应,并保存在冰箱中以防止意外硬化。用树脂预浸渍的碳纤维织物在 >90°C 的高温下硬化,因此它们从冰箱中取出后的使用寿命在环境温度下为 20-40 天,具体取决于材料的类型。在实践中,将预浸料卷从冰箱中取出后,需要等待 2-3 小时,以使材料变软并可以切割。接下来,展开后,将材料放置在绘图仪上,然后根据生产需要进行切割。然后在冰箱中更换剩余的卷筒。该材料可在冰箱中保存 4-8 个月。
预浸料类似于粘性油布。这种材料很容易粘在模具壁上,因此可以形成复杂的形状。插入预浸料层后,模具用薄膜和丁基胶带密封。接下来,使用真空去除产品中的空气,对模具进行压制。之后,将包括密封产品在内的模具放入高压釜内,产生高达 8 bar 的压力,将碳预浸料压在模具壁上,以去除空气并确保结构稳固。
最后,通常在 120 度硬化 1-2 小时后,您可以对高压釜减压,关闭加热器并取出成品碳纤维复合材料。
制造预浸料蒸压碳纤维复合材料的优势:
- 在一个生产周期内可能硬化任何数量(例如 50 个相同成型的细节)。
- 复合材料的最高美学外观– 没有气孔和织物编织损坏。
- 可能生产具有复杂形状的细节并使用组合的多部分模具。
制造预浸料蒸压碳纤维复合材料的缺点:
- 设备成本高——高压釜。
- 适度耗时的过程(比灌注树脂短,比热压长)。
- 需要耐高温的模具——通常是昂贵的碳预浸料模具或通过铣削制造的铝制模具。
热压/热成型
这种方法通常用于大批量生产设计简单、尺寸通常较小的产品和零件。
使用这种方法,就像在高压釜的情况下一样,使用碳预浸料。不同之处在于用于确保将预浸料层压在模具上的压力机,而不是高压釜中的气压。两个模具都用热压机压制,提供快速加热。最常见的是热压成型,预浸料的硬化时间很短,只有 5-10 分钟。
热压成型生产碳纤维复合材料的优势:
- 复合材料中高达约 70% 的碳纤维含量,类似于高压釜法。
- 耐高温。
- 生产周期短。
热压成型生产碳纤维复合材料的缺点:
- 生产实施成本高。
- 难以制造具有所谓负角的元素
膀胱成型
胶囊成型技术使用碳预浸料,就像使用热压和高压釜生产碳复合材料一样。
- 预浸料放置在两个模具(男性和女性)内和膀胱周围。
- 膀胱放置在模具内,模具关闭并锁定。
- 在气囊内部进行泵送,以确保获得所需表面质量所需的压力。产生的压力(例如 4 巴)将预浸料推向模具壁以去除任何空气并确保碳复合材料结构的巩固。
- 模具加热——在压机、烤箱或高压釜内。
- 复合材料硬化后,压力降低。拆卸后,气囊被移除。膀胱是一种多用途部件。
何时使用气囊成型?该技术用于生产复杂的小直径长部件,例如自行车车架。
碳纤维复合材料 – 优点和缺点
碳纤维复合材料既有优点也有缺点。
碳纤维复合材料的优点:
- 碳纤维复合材料重量轻– 约。与相同重量的钢和铝相比,重量比铝轻 40-50%,刚度提高 4-5 倍。这种材料广泛用于生产赛车车身零件(F1)、超轻型自行车、钓鱼竿、自动化机器零件、无人机或军用产品。
重量轻的碳纤维复合材料有助于节省能源,因为较轻的车辆消耗的燃料更少。假设车重减轻10%,油耗降低6-8%。因此,BMW i3 或 i8 等电动汽车采用碳纤维底盘,可增加行驶里程。 - 碳纤维复合材料具有独特的性能,包括非常低的热膨胀。例如碳纤维复合材料的热膨胀比钢低 5.5 倍,比不锈钢低 8.5 倍,比铝低 11.5 倍。因此,由于热膨胀几乎为零,碳纤维复合材料可用于光学领域——用于生产 3D 扫描仪和用于军事目的,例如制造高精度卫星磁盘。
- 碳纤维复合材料的另一个优点是与 X 射线辐射的相容性。碳纤维复合材料不会阻挡 X 射线,因此它们被广泛用于生产 X 射线扫描系统。
- 由于其独特而原始的美学外观,碳纤维复合材料被用于汽车工业和设计目的。实际上,它是一种与高级产品相关的材料,因为它被赛车制造商以及冲浪板、皮划艇、防撞头盔、扬声器、咖啡机和许多其他高级产品的供应商使用。
碳纤维复合材料的缺点:
- 碳纤维复合材料的最大缺点与其生产成本有关。碳纤维复合材料大多是通过手工放置几层碳纤维织物制成的。整个过程需要时间并产生一些成本。使用的附加材料成本很高,例如碳纤维织物、树脂、预浸料。一平方米的碳预浸料成本约为。30-50 欧元,例如,要制造 2 毫米厚的复合材料,需要 4-5 层。碳纤维复合材料处理后进行 3 轴或 5 轴CNC 碳纤维加工,通常覆盖几层面漆,导致生产成本高。
当涉及到先进的生产,例如使用高压釜制造碳纤维复合材料时,需要昂贵的设备——例如高压釜的成本约为 100 万。约 500,000 美元。
因此,最终产品的成本是铝制产品的几倍。 - 另一个缺点与设计阶段的一些限制有关。并非所有可以通过铝铣削实现的细节都可以使用碳纤维制造,并且某些细节需要以特定方式进行调整。
- 尽管碳纤维在其性能方面具有许多优势,但请注意,碳复合材料的抗冲击性较差/适中——与钢或铝材料相比,这使其易碎。因此,受到冲击的细节或部件由碳-玻璃纤维复合材料、碳-芳纶复合材料、包括铝蜂窝的碳复合材料或这些材料的组合制成。
- 碳纤维是一种传导电流的材料,尽管比金属少。
- 碳纤维内部的金属元件(例如螺纹衬套)必须用树脂或粘合剂隔离,以提供防腐蚀保护。
- 其他缺点与修复碳纤维复合材料有关——例如损坏的自行车车架。这些部件经常无法修复,或者修复困难且成本高昂。
- 与金属部件不同,碳纤维复合材料是可燃的,这意味着它们在暴露于明火一段时间后可能会着火。
关于碳纤维复合材料的 9 个秘密:
- 碳复合材料的强度是钢的 5 倍(重量比重量)。
- 用于制造 F1 和其他赛车(称为“预浸料”)的碳纤维成本高达 60 美元/米2。
- 碳纤维复合材料的导电性适中(低于金属)。
- 碳是黑色,提供独特的图案。任何其他颜色的复合材料可能是假碳纤维——彩色玻璃纤维或凯夫拉尔。
- 碳纤维是一种非常坚硬的材料,杨氏模量为 230 Gpa(Toray T300,与纤维并列)。杨氏模量越高,材料的刚性越大。高模量(提高强度)的碳纤维通常具有 500-880 GPa 的杨氏模量和 500-880 GPa 的纤维(880 GPa 纤维的示例 – Granoc XN 90 Nippon)。相比之下,钢的杨氏模量通常约为 200 GPa。
- 碳复合材料表现出低热膨胀——它在高温下膨胀和在低温下收缩比钢和铝等材料要小得多。
- 碳更能抵抗材料疲劳——由碳纤维制成的元件在重型操作期间提供更大的强度。
- 碳与其他复合材料一样,使您能够确定元素任何区域的强度——在任何方向上。例如,由碳纤维制成的自行车车架在承受高负载的位置会有多层织物,而在不传递负载的地方会有最少的层数。这种设计优化并减轻了复合材料的重量。
- 碳纤维也有一些弱点——例如平均冲击强度。如果元件受到冲击(例如 WRC 赛车发动机下方的面板),通常会使用芳纶纤维(称为 Kevlar)。
作者简介:为复合材料创业者服务
版权声明:本文由 [ 材料号 ] 投稿发布,本站仅提供信息存储服务,不拥有所有权,不承担相关法律责任。如侵犯到您的权益,请联系举证。一经查实,本站将立刻删除。
