
一次性制造 3D 针织混合热塑性复合材料结构

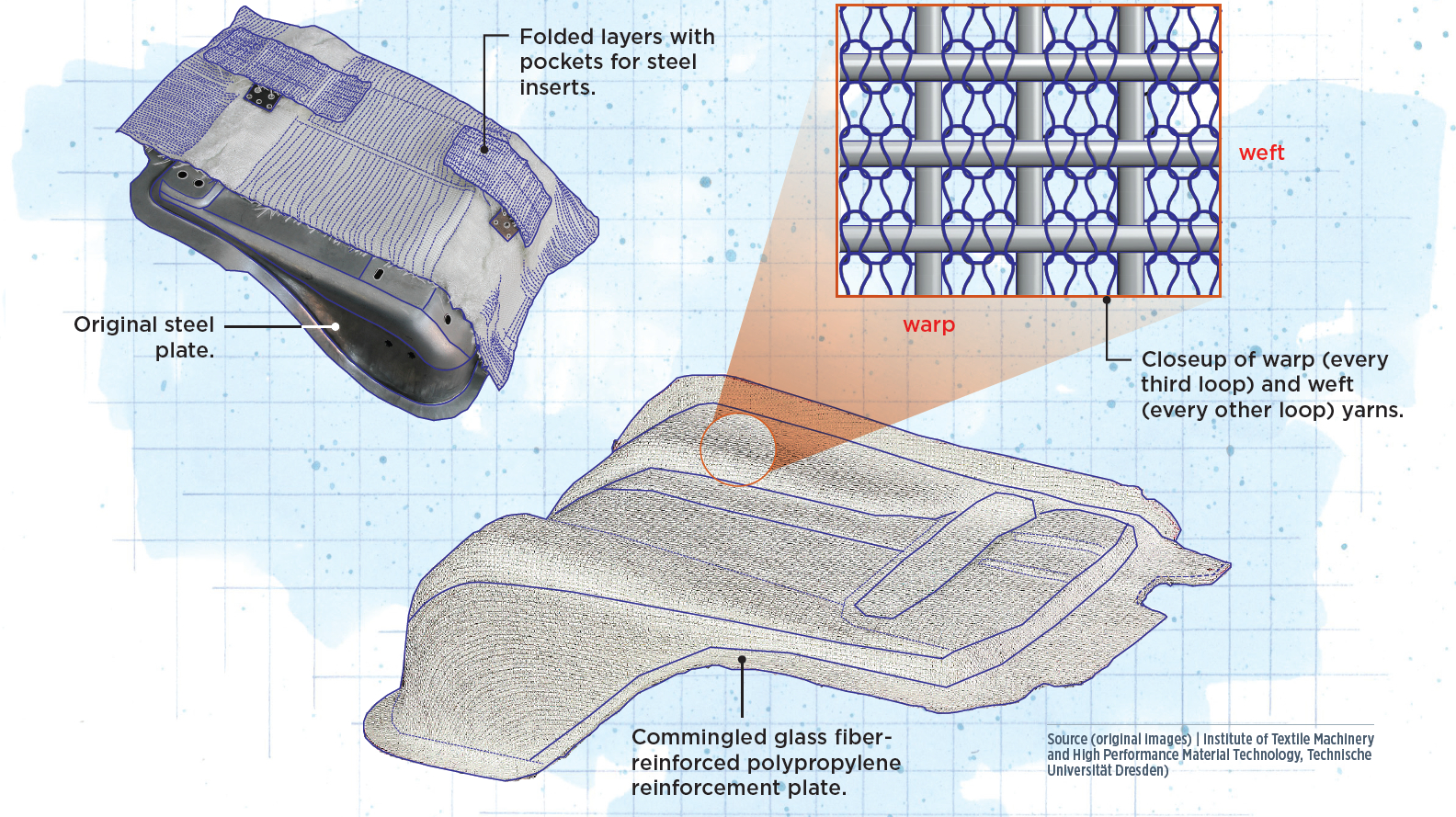
MAPICC 3D 项目(2011-2016 年)实现了一种能够从拓扑优化的高性能结构 3D 热塑性纺织复合材料生产净形状预成型件的工艺。最终产品是 GF/PP 沃尔沃卡车座椅加固板,使用针织技术一次性制成。它的重量为 1.3 公斤,比其钢制前身轻 2.7 公斤,减少了 67.5%。图片来源(上图和风景图):德累斯顿工业大学纺织机械与高性能材料技术研究所
重型车辆 (HDV) 运输是汽车行业最突出的气候问题。举例来说,在欧盟 (EU),HDV 占道路车辆排放量的 22%,尽管它们仅占道路车辆的不到 5%。为了对抗它们对气候变化的影响,排放立法者每隔几年就会降低 HDV 的排放目标,推动制造商开发更清洁的技术。欧盟委员会最近提议到 2025 年将CO2比 2019 年减少 15%,到 2030 年减少 30%。
美国也有类似的情况。加州空气资源委员会最近完成了其 HDV 低 NOx 综合法规,该法规从 2024 年款开始逐步实施更严格的排放标准;这些标准将在 2027 年再次更新,目标是到 2031 年将 NOx 排放量减少 90%。美国国家公路交通安全管理局和环境保护署,十多年来一直在美国各地制定 HDV 排放和燃油效率标准, 准备效仿。
混合动力和电动解决方案等低排放动力系统以及废气处理技术通常会增加车辆重量。此外,HDV 总重和轴载受到其类别的限制,这进一步加剧了实施这些技术的挑战。例如,对于载货时重达 18,000 公斤的欧盟 HDV,前轴上每超过此重量的一公斤意味着必须从有效载荷上卸下 3 公斤,以确保卡车和拖车的安全平衡。在巴西和澳大利亚等市场,前轴重量阈值以上每公斤需要有效载荷减少 15-20 公斤。
图片由 Susan Kraus 绘制
复合材料为 HDV 行业的重量问题提供了轻量化的机会,特别是如果它们针对给定的一组负载、边界条件和约束进行了结构优化,以最大限度地提高系统性能。轻型卡车底盘可以在达到重量阈值之前适应新的低排放动力系统解决方案。这也可以增加有效载荷,因此运输公司可以运输更多货物,改善运输经济并减少所需行程的次数。
MAPICC 3D项目

沃尔沃集团欧洲使用 MAPICC 3D 项目为其 N2 级卡车(轴重在 3.5 至 12.5 公吨之间)开发和验证热塑性纺织复合座椅加强板,以取代钢制版本。图片来源:沃尔沃集团欧洲
为了帮助实现工业化轻量化汽车零部件,欧盟委员会支持了一个名为 MAPICC 3D (2011-2016) 的项目。它试图开发一种能够生产网状、高性能结构 3D 热塑性纺织复合材料预成型件的工艺,该预成型件具有拓扑优化的纤维增强方向,使用针织技术一次性制成。
该项目包括开发能够对 3D 复合结构进行建模并根据纺织品结构和树脂选择预测其机械行为的虚拟工具的开发,从而可以定制最终产品并更好地为 SME/OEM 提供服务。它还见证了包含基体纤维和增强纤维的热塑性混合纱线的发展。由此产生的制造过程可以在三个维度上精确地控制纤维,将它们调整到组件的负载路径,同时最大限度地减少原材料浪费。
来自 10 个国家的 20 个合作伙伴完成了 MAPICC 3D 项目从原材料到完成组件测试和验证的制造链。主要合作伙伴包括 Volvo Group Europe(瑞典哥德堡)、Steiger Participations(瑞士 Vionnaz)、Rajasthan Technical University(RTU,Kota,印度)、Technische Universität Dresden 纺织机械和高性能材料技术研究所(TUD,德国) , Ecole Nationale Supérieure des Arts et Industries Textile (ENSAIT, Roubaix, France), 虚拟测试专家 Reden (Hengelo, 荷兰), Toray Advanced Composites (TAC, Nijverdal, Netherlands) 和树脂供应商 Axson Technologies (现为Sika Advanced Resins , Baar,瑞士)和亨斯迈(美国德克萨斯州伍德兰兹)。
沃尔沃集团欧洲使用 MAPICC 3D 项目为其 N2 级卡车(轴重在 3.5 到 12.5 公吨之间)开发和验证热塑性纺织复合座椅加强板,以代替钢板。由此产生的复合材料部件符合钢制版本的技术要求,包括通过 N2 级车辆强制性 ECE R14 安全带固定测试所需的强度,并实现显着的重量减轻。
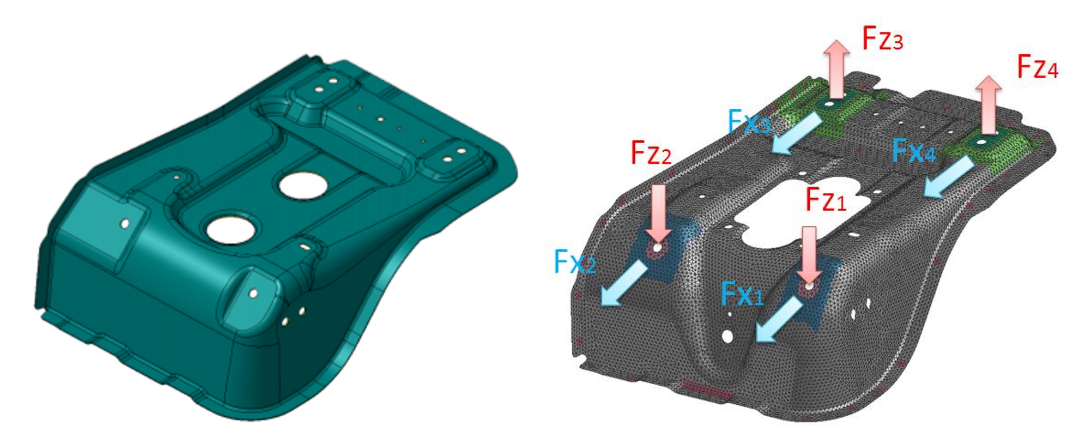
RTU 进行了有限元分析 (FEA) 并模拟了 ECE R14 安全带锚固试验,以获取实验过程中产生的载荷。上面是这些模拟生成的 CAD 和网格以及负载矢量图。图片来源:沃尔沃集团欧洲
沃尔沃集团欧洲首席工程师 Philippe Lefort 解释了为轻量化研究选择座椅加强板的理由:“我们开发了一个与车辆平衡相关的公式,以确定最有效的减重位置。它确定减重应尽可能在卡车上尽可能靠前,以最大程度地减少轴重。座椅加强板靠近前部,具有显着的高性能设计标准并且相当重。因此,这对这项研究来说是正确的挑战。”

MAPICC 3D 开发了具有受控纤维放置的间隔针织技术,用于局部编织钢插件和多余材料的口袋,以制作需要进一步加固的多层可折叠织物。Steiger 生产了一台定制的实验室针织机来制造这种织物。图片来源:施泰格参与
复合座椅加固板复制了钢制版本的设计,以避免客舱改造。作为制作复合材料版本的第一步,RTU 使用Ansys Shell 93(美国宾夕法尼亚州卡农斯堡)对钢筋板进行了有限元分析 (FEA )。接下来,使用VISUAL CRASH PAM(ESI Group , Rungis, France)软件模拟ECE R14安全带锚固测试,获取实验过程中产生的局部载荷。
这些模拟生成的载荷矢量图表明,单个预制件层不足以支撑加固板的某些区域,足以通过安全带拉出测试。决定在应力最严重的区域放置额外的材料层。带有螺纹截面的钢插件将被结合到复合材料中,用于将座椅用螺栓固定到加强板上。在一次性制造过程中,这些插入物将适合编织到预成型件中的口袋。
制造业
选择的复合材料是混合玻璃纤维增强聚丙烯 (PP),体积分数为 50%。“我们用单独的玻璃纤维和 PP 纱线生产我们自己的混合纱线,我们将它们喂入喷气变形机,以选定的比例将它们结合起来,”纺织机械和纺织高性能材料技术研究所的科学主任 Wolfgang Truemper 解释说。 TUD。“在喷气变形过程中,我们将混合纱线中的玻璃纤维排列成所需的方向,而 PP 纱线支持该结构。玻璃纤维被定向以在最终的复合结构中提供负载路径优化。此外,这种分散意味着 PP 在织物生产过程中保护玻璃纤维,并在成型过程中减少流动路径长度。

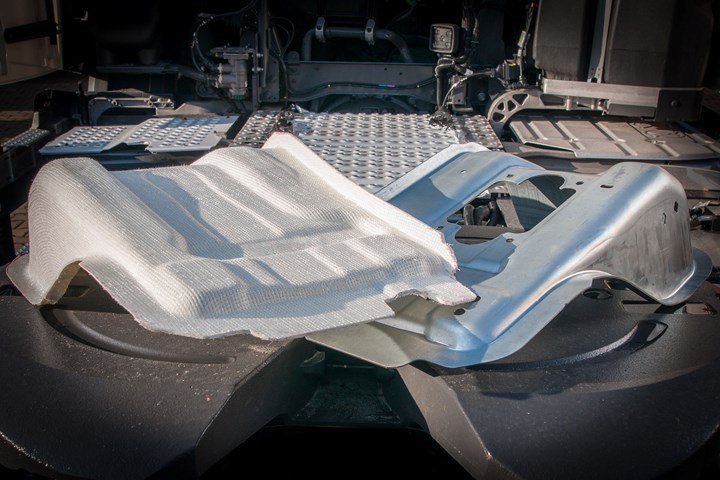
从针织机出来的织物预成型件具有所有所需的部件特征。由于它是由热塑性混合纱线制成的,因此在投入使用之前只需要合并。图片来源:德累斯顿工业大学纺织机械与高性能材料技术研究所
3D 针织可以一次性生产符合最终产品净形状的预成型件。在此,针织元件是传统的,因为织物包括连续的联锁环行。经纱和纬纱以 90° 相互穿过针织物以增强预成型件。开发了一种具有受控纤维放置的定制间隔针织技术,用于局部编织钢插件和多余材料的口袋,以在需要进一步加固的地方制作多层可折叠织物。
“在生产过程中,额外的 GF/PP 纱线喂入可在本地提供足够的材料,”Truemper 解释道,他描述了折叠层的纱线是如何集成到一次性针织工艺中的。“额外的针组将这种进料编织到主要部分,以生产插入袋和可折叠的加强层。机器根据区域强度要求将可折叠层和口袋与零件的外层具有定义的距离。之后,额外的纱线进料会被关闭,直到再次需要它为止。”

固结在高压釜(如上所示)中进行,然后在室温下提取和冷却几个小时,然后脱模。图片来源:德累斯顿工业大学纺织机械与高性能材料技术研究所
RTU 基于沃尔沃的钢制座椅加强板制造耐热模具。将预成型件装载到工具上并用真空袋装袋。在 5 bar 压力的高压釜中进行固结。将模具和预成型件在 170°C 下预热 40 分钟,在 180°C 下保持 40 分钟,然后在烘箱中冷却 30 分钟。然后将模具和零件从烘箱中取出并在室温下冷却几个小时,然后将固结零件脱模。Truemper 解释了冷却时间过长的原因有两个。他说,“一个是处理——我们需要冷却零件以安全地处理它而不伤害人,另一个是防止由于冷却过快的零件引起的翘曲。” 作为原型,MAPICC 3D 团队不想冒险损坏零件,因为每个零件都对研究目标很有价值。“我们没有检查任何冷却时间对翘曲的影响,”Truemper 补充道。“在项目的工业化阶段需要进行一些优化,以准确定义能够为每个特定应用对复合材料部件进行脱模的温度。”
RTU 测试了几个预制件试样以验证最终结构的机械性能。该大学对复合座椅加强板的四分之一部分进行了螺栓拔出测试。“验证结构很重要,因为数字模型没有完全整合钢嵌件和 GF/PP 结构之间界面处的应力,”Lefort 说。“通过拉出测试的关键局部负载为 23.2 千牛顿,对应于螺栓在安全带固定测试期间会遇到的峰值负载。测试结果表明,复合增强板需要 4 毫米的钢嵌件才能实现这一目标。我们选择了这个作为最终结构,除了用于额外支撑的钢插件外,还有螺母和固定垫圈。”

此处显示的是 RTU 对复合座椅加强板四分之一部分的螺栓拉出测试。通过拉出测试的临界局部载荷为 23.2 千牛顿,对应于座椅螺栓在安全带锚固测试期间会遇到的峰值载荷。图片来源:德累斯顿工业大学纺织机械与高性能材料技术研究所
Sika Advanced Resins 和 Huntsman 监督了将复合座椅加固板固定到卡车钢舱地板上的粘合剂粘合。公司测试了来自不同化学家族的几种类型的粘合剂,具有不同的刚度和行为。PP由于其表面能低而难以粘合,因此需要进行表面活化以增加粘合力。为此选择了火焰处理,因为它在剪切和交叉粘合强度方面表现最好。选择的粘合剂是 Sika 的 ADEKIT A280A。
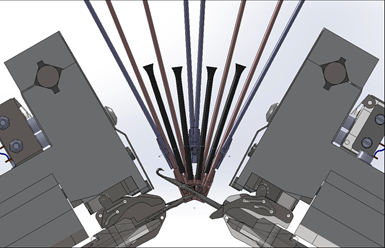
沃尔沃集团欧洲公司在一个七致动器动态振动台上的卡车驾驶室中测试了 MAPICC 3D 复合材料座椅加强板。沃尔沃将座椅用螺栓固定在加强板上,并在座椅的肩部和膝部装载了总共 80 公斤的重量。在 ECE R14 安全带固定测试期间,连接到执行器的电缆将重物在驾驶室中向前拉。在这里,与复合结构相互作用的主要载荷是水平阻力。复合材料座椅加强板在没有破裂的情况下超过了要求的 N2 级 6.75 千牛顿上下躯干载荷,在观察到失效之前,上躯干载荷达到 9.2 千牛顿,下躯干载荷达到 12.3 千牛顿。在该负载下,座椅导轨的严重变形导致复合座椅底座前部的粘合剂完全破裂。

沃尔沃集团欧洲公司在连接到卡车驾驶室的复合座椅加固板上执行 ECE R14 安全带锚固测试。座椅的肩部和膝部总共装载了 80 公斤的重量,同时连接到执行器的电缆将重物在驾驶室中向前拉。图片来源:沃尔沃集团欧洲
3D 针织预制件的未来
最终的玻璃纤维增强 PP 沃尔沃卡车座椅增强板重量为 1.3 公斤,比其前身钢质轻 2.7 公斤,总重量减轻了 67.5%。MAPICC 3D 技术实现了其目标,即通过受控的三向纤维放置(并具有集成第三方组件的潜力)一次性生产复杂的、可生产的 3D 预制件。该技术的高设计灵活性和低手动操作使得使用该技术制造复合结构的通用性就像 3D 打印用于各向同性材料结构一样。与制造预成型件相关的限制显着减少,因此结构的设计限制也是如此。
“通过这个项目,由基体和增强成分组成的热塑性混合纱线制成的 3D 针织预成型件成为汽车行业的重要经济产出工具,”为 MAPICC 开发针织机的 Steiger Participations 首席执行官 Pierre-Yves Bonvin 指出3D 项目。“与其他更慢、更昂贵、污染和浪费的技术相比,我们现在可以完成超专业化的车间,并使 3D 针织成为具有竞争力的复合材料制造解决方案。”
作者简介:为复合材料创业者服务
版权声明:本文由 [ 材料号 ] 投稿发布,本站仅提供信息存储服务,不拥有所有权,不承担相关法律责任。如侵犯到您的权益,请联系举证。一经查实,本站将立刻删除。
